Author: Shinichiro HIDA X(twitter): _shinichiro_
Created: Fri, May 12 17:49:29 JST 2023 Last modified: Sun, Nov 30 12:00:30 JST 2025
ちょっと進んだソーチェンの目立て

- カッターのタイプによる目立ての違い
-
一般的に、チェンソーのチェンを目立てするには丸棒やすり、グラインダー、研磨機などを使います。チェンソーのカッター、刃にはいくつかの種類があって、セミチゼル、マイクロチゼル、シャンファー(チャンファー)チゼル(ここまで半角、半丸とも呼ばれます)、チッパー(丸刃とも呼ばれます)などと呼ばれるタイプのカッターは大抵丸やすり (工場や店舗ではベンチグラインダー、多軸研磨機なども使われます) で目立てを行います。(最近、Husqvarna の X-CUT シリーズのものは工場出荷段階では上刃をまっすぐ研磨してあるらしい)ソーチェンのカッターの種類については Oregon Japan のサイトで詳しく解説されていたのですが、日本の輸入代理店が変更になったことに伴い、サイトが閉鎖され情報が見られなくなってしまいました。セミチゼルなどのソーチェンを丸やすりで目立てした場合でも研ぎ方、仕上げ方によって、スムースに切れる暴れる、切れ味の良し悪し、キックバックが大きい小さい、に差がでます。フルチゼル、あるいは単にチゼル、角刃などと呼ばれる種類のカッターを丸やすりで研いだ場合、上刃切削角を鋭くしようとすると、どうしても少し強いフック形状となってしまいます。切削速度は早いのですが仕上がりの形状の問題から、引っかかりが強かったり、キックバックしやすい傾向になってしまいます。フックになるのを避けようとすると上刃切削角が90°に近づいてしまい、こんどは切れ味が鈍くなってきてしまいます。フルチゼルカッターで切削速度を犠牲にせず、フック形状にならないように目立てするには.. これを両立できる スクエア・グラウンド・ファイリング という研ぎ方があります。
STIHL 33RS を スクエアグラウンドファイリング したカッター例 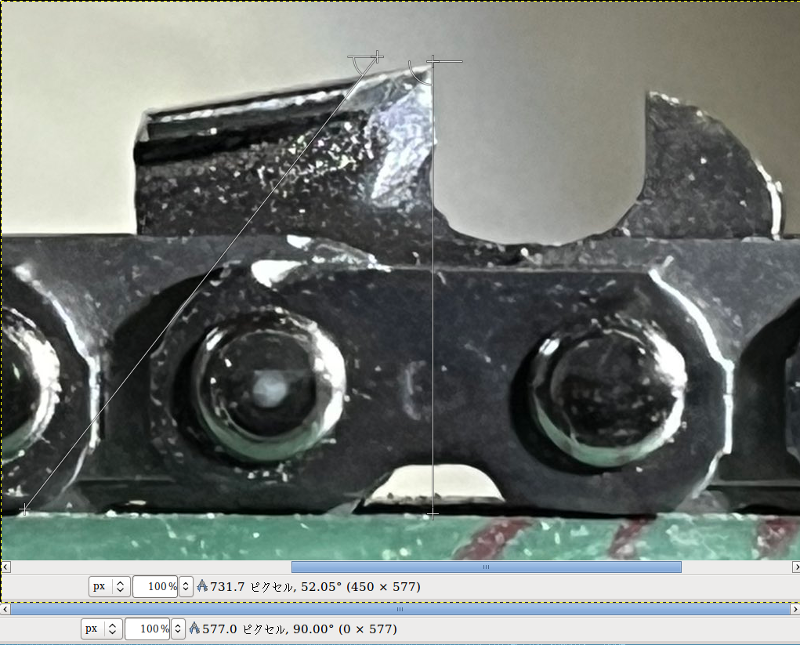 セミチゼルやマイクロチゼルなど半角と呼ばれるカッターを丸やすりで研いでも、同じようにフックでなく、かつ上刃切削角が鋭利という目立てができるのですが、単純に角度固定で丸やすりを前後に動かすだけでは実現できません。あっち研いでこっち削ってになるので相応の手間と技術が必要になります。ここではこの辺をちょっと追っかけてみます。
セミチゼルやマイクロチゼルなど半角と呼ばれるカッターを丸やすりで研いでも、同じようにフックでなく、かつ上刃切削角が鋭利という目立てができるのですが、単純に角度固定で丸やすりを前後に動かすだけでは実現できません。あっち研いでこっち削ってになるので相応の手間と技術が必要になります。ここではこの辺をちょっと追っかけてみます。 - 参考文献
-
-
Online で読める 基本的な目立て方法 のドキュメントとしては STIHL ソーチェンの目立て という PDF がとても詳しく書かれており、参考になると思います。(応用的なことは書かれていません)
-
秋田県林業研究研修センターによる 秋田県林業普及冊子 No.29 よく切れる組ーチェーンを目指して -永戸式目立て- という PDF は必読です。
-
上記、秋田県林業普及冊子 No.29 のより詳しい書籍版として、林業・木材製造業労働災害防止協会の機関紙、林材安全に連載されていた、永戸太郎氏による目立ての記事を書籍としてまとめた 「ソーチェンの正しい目立て」 があります。詳細な情報がまとまっており一読されることをお勧めします。 林業・木材製造業労働災害防止協会の Web ページ から書籍等購入申込書 PDF に必要事項を記入して FAX 送信することにより通信販売で購入可能です。
-
また、 改訂版 伐木造材とチェーンソーワーク という書籍も目立てについて詳しく書かれているのでおすすめします。
-
理想のカッター、目立てってどういうの?
用途、目的、対象などによって変わってきますが、
- まっすぐ切れること
- 暴れずにスムースに切れること。
- よく切れてソーチェンが熱くならない、チェンソーへの負荷が軽いこと。
まっすぐ切れること
実はこれ、研ぎ方やソーチェンの種類によらず結構難しいです。長いバーで太い木を切る時などでは途中で切れ曲がって効いてしまってチェンソーが止まってしまうことがあります。
なぜ曲がってしまうのでしょうか?いくつか理由があります。チェンソーはたくさんのカッターがついています。例えば、コマ数(ドライブリンク、足の数)が 60コマのレギュラーシーケンス(*1)のソーチェンを例にすると、カッターはコマ数の1/2で全部で 30個、右カッターと左カッターがそれぞれ 15個ずつある計算になります。これらがすべて同じ切れ具合で同じ量を切ってくれればまっすぐ切れていくはずです。
しかし、30個のカッターのうち、どれかがうまく研げていない、左右のカッターで形、角度、大きさが異なる、デプスゲージの高さが不揃い、あるいはダメージを受けているカッターがあったりすると左右で切り進む量が変わってきて徐々に曲がってしまうことがあります。
Vallorbe の目立て角についての解説 YouTube動画。 2分くらいのところから目立て角の不揃いにより切れ曲がる現象の解説部分が見られます。
50コマのレギュラーシーケンスのソーチェンの場合を考えてみます。カッター数は 1/2 で 25個、右カッターが 13個だとすると、左カッターは 12個となりどこかで右カッターが2個続けて並ぶことになります。左右でカッター数が違うので切り曲がりそうですが、経験から、ソーチェンがよく目立てされている時はそんなに大きな影響はありません。おそらく、左右のカッター数がひとつ違うことよりも、痛んだ刃による抵抗や、カッターの目立ての不揃いの方が影響するのではないかと想像します。
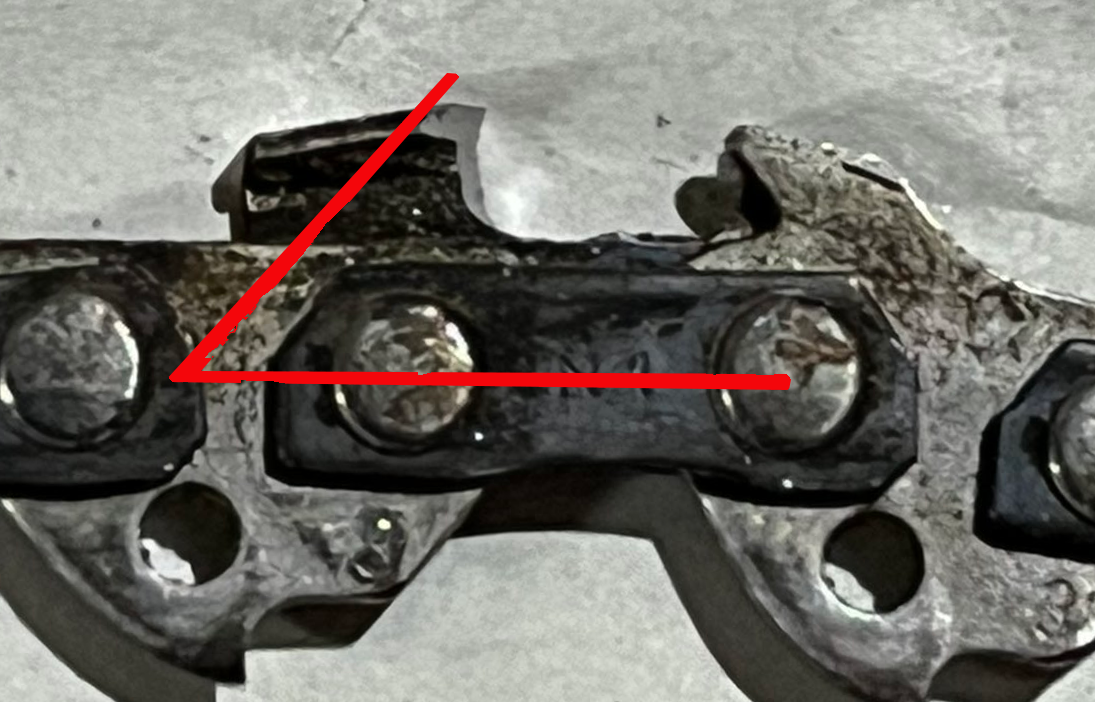
連続する右カッター

新品のソーチェンをよく見てみると、左右で微妙にカッターの大きさや形状がちがったりするものがあることに気づくと思います。デプスゲージジョインターをあててみても微妙に差があることがあります。競技やチェンソーミルでの製材などより正確性が求められる場合、カッター長さよりもデプスゲージからの距離で揃える方が良いかもしれません。
もうひとつ、ガイドバー付け根にあるバンパースパイクを木に突き立てて、そこを支点に梃子の原理でこじて切る切り方があります。ガイドバーを挟んで両側にあるダブルスパイクなら良いのですが、一般的な片側スパイクだと、支点がバーとずれるのと、リアハンドルと支点とバーの位置関係の問題もあって、右手、リアハンドルに力をかけてこじると簡単に切れ曲がってしまいます。
また、ガイドバー自体が少し曲がっていたりねじれてしまっていたりする場合も切れ曲がりします。
まとめると、切れ曲がりせずまっすぐ切るには..
- すべてのカッターの上刃、横刃の角度、研げ具合、形、大きさ (長さ) がよく揃っていること
- すべてのカッターのデプスゲージ高さが正確に揃っていること
- ガイドバーに曲がりがなく、レールが左右均等でガイドバードレッサーや平やすりなどでバリが適切に処理されていること
- 切断の時、バンパースパイクはチェンソー固定のために使う程度とし、そこを支点に強くこじないこと (ロングバーでスパイクを効かせたい場合はダブルスパイクを検討するとよいでしょう)
たくさんあるカッターをできるだけ同じ大きさ (長さ)、形、切れ味に揃えるように研ぐのがソーチェンの目立ての難しいところです。研いだカッターをよく観察して自分の癖 (左カッターがフック、あるいはバックスロープになってしまう、右カッターの上刃目立て角が鈍くなりがちなど..) を知って修正すると良いでしょう。慣れないうちは、目立て用の各種ジグを使用するのも手です。丸やすりで研ぐ場合、例えば..
などを使用すれば、丸やすりがカッターに入る高さ(上刃切削角)や上刃目立て角を比較的容易に制御できます。
また、より厳密に制御したい場合は、次のようなバーマウントタイプのジグを使うのが良いかもしれません。
- Oregon 目立て機 557849, 23820
- STIHL FG-3 , FG-2
ただし、これらを使用して丸やすりで研いで、大きさ、形、角度の揃ったカッターができただけでは本稿で扱う "ちょっと進んだ" までは届きません。;-) その先へ進みましょう。
大量にソーチェンを扱う方や、均一性、省力性が問題になる場合は、次のようなものもあります(一部国内販売なし)。
-
Oregon ベンチグラインダー
ただし、高速回転する機械で研磨した場合、カッターに熱が入ってしまうので注意が必要です。 -
Vallorbe V|Oak
12v でも使える丸やすり往復型自動目立て機 -
Simington 451C Square Chisel Chain Grinder with Stand
フルチゼルカッターのスクエアグラインダー
(*1)
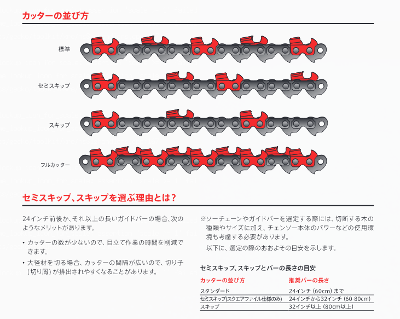
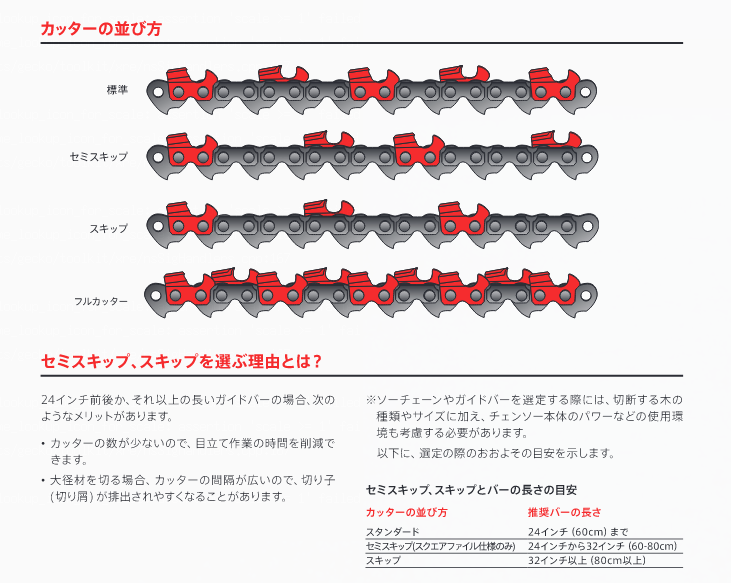
: レギュラーシーケンス、あるいは、スタンダードシーケンスとは一般的なカッターの並び方。他に、竹切り用のフルカッターシーケンス、セミスキップシーケンス、フルスキップシーケンス、スーパー(ハイパー)スキップシーケンスなどがあります。Oregon の 旧カタログ 16ページに次のような説明があります。
 フルスキップシーケンスのソーチェンは、一部、長野県 (うちです)と千葉県で取り扱っているところがあります。Amazon で出鱈目な内容で出品されているものがあるので要注意!!
フルスキップシーケンスのソーチェンは、一部、長野県 (うちです)と千葉県で取り扱っているところがあります。Amazon で出鱈目な内容で出品されているものがあるので要注意!!
カッターシーケンスについてのより詳しい情報は別にまとめましたので興味をお持ちの方はそちらをご参照ください。
ソーチェンの カッターシーケンス = カッターの並び方
カッターシーケンスについてのより詳しい情報は別にまとめましたので興味をお持ちの方はそちらをご参照ください。
ソーチェンの カッターシーケンス = カッターの並び方
暴れずにスムースに切れること
回転しているソーチェンが木にあたった時に、はねてしまったり、くい込み過ぎて引っ張られたり、押し返されたりすることがあります。
こういう動きは危険で長時間の作業になると疲れて怪我をする原因にもなるので、できるだけ避けたい挙動です。
カッターの形、大きさ、角度がほぼ揃っているにも関わらず、ソーチェンが暴れる原因はいくつかあります。
- デプスゲージが全体的に低すぎる
- デプスゲージがカッターによってバラついており揃っていない
- 横刃が強いフックである
これらに対する対策は..
- デプスゲージが低すぎる場合
- デプスゲージジョインターを各デプスゲージにあててみて確認し、すべてが低すぎるようなら、すべてのカッターを研いでカッターの高さを下げる(研いでいくと逃げ角分カッターは低くなっていきます)。カッターをいっぱいまで下げてもまだデプスゲージが低く届かないような場合、そのソーチェンは危険なので廃棄してください。
-
デプスゲージの高さ(カッター上部との差、デプス量)は、インチで 0.020"(Hard 硬い木) ~ 0.030"(Soft 柔らかい木)、 ミリメートルで 0.51mm ~0.76mm (その差は 0.010" / 0.25mm) と言われています。Oregon のデプスゲージジョインターは 0.025インチと表記されており、STIHL のコの字型ものは 0.65mm です。Husqvarna や STIHL のプレートタイプのものは Hard と Soft の2種類見られるようになっているものもあります。高すぎると切れていかないのですが、下げすぎるのは危険です。ちょうど良い高さ (.020"/0.51mm 〜 .025" / 0.65mm あたりが無難です) にセットしてください。

 しばらく前、Husqvarna のサイトで、柔らかい木の場合、デプス量 0.9mm まで落とせるって読んで、0.9 - 0.65 = 0.25mm かぁ.. と思って試しに .025 のジョインターつらよりちょい下げで試してみたのですが、カラマツ切ってみたところ暴れてしまってダメでした.. すぐにカッターを研いで下げて .025 つらに合わせたらすんなりおさまりました。
しばらく前、Husqvarna のサイトで、柔らかい木の場合、デプス量 0.9mm まで落とせるって読んで、0.9 - 0.65 = 0.25mm かぁ.. と思って試しに .025 のジョインターつらよりちょい下げで試してみたのですが、カラマツ切ってみたところ暴れてしまってダメでした.. すぐにカッターを研いで下げて .025 つらに合わせたらすんなりおさまりました。 - デプスゲージがカッターによってバラついており揃っていない
- まず、すべてのカッターの大きさ (長さ)、角度が揃うように目立てを行い、その後、すべてのデプスゲージにそれぞれジョインターをあててみて、同じ高さ(デプス量)になるよう揃えてください。
- 横刃が強いフックである
- フック形状のカッターの場合、上刃と横刃の交点、カッティングコーナーが木に突き刺さり、上刃がデプス厚さ分の木をすくい上げて、ちょっと遅れて横刃が切り離すという動きになります。この横刃が切り離すタイミングの遅れが切削抵抗となって現れます。
-
新品のソーチェンで引っかかりの強い刃はこれが原因である場合が多いです。上刃はよく切れるので速く感じますが、引っ張られたり(Pull-in - プルイン)押し返されたり(Push-back - プッシュバック)、キックバックも強いのであまり扱いやすいとはいえない状態です。
新品の Oregon 72EXL - フルチゼルカッター 
新品の Oregon 91F - シャンファーチゼルカッター 
-
セミチゼル、マイクロチゼル、シャンファー(チャンファー)チゼルなどの半角刃の場合は、上刃と横刃の間の斜めの部分、ワーキングコーナーの突出している部分、カッテイングポイントを、上刃切削角を犠牲にしないようにしつつ、丸やすりで斜め下からすくい上げてバーと85°〜90°くらいの角度、かすかなフックになるようにしてみてください。半角刃ではこの斜めの部分が横刃としての働きをします。上刃切削角を 50°程度に維持しつつ、ワーキングコーナー、斜めの部分がバーに対して 90°になるように仕上げてみてください。
フックを修正した Oregon 91F - 上刃切削角の確認 (狙ったよりもちょっと鈍かった..) 
フックを修正した Oregon 91F - カッティングポイントとワーキングコーナーの状態 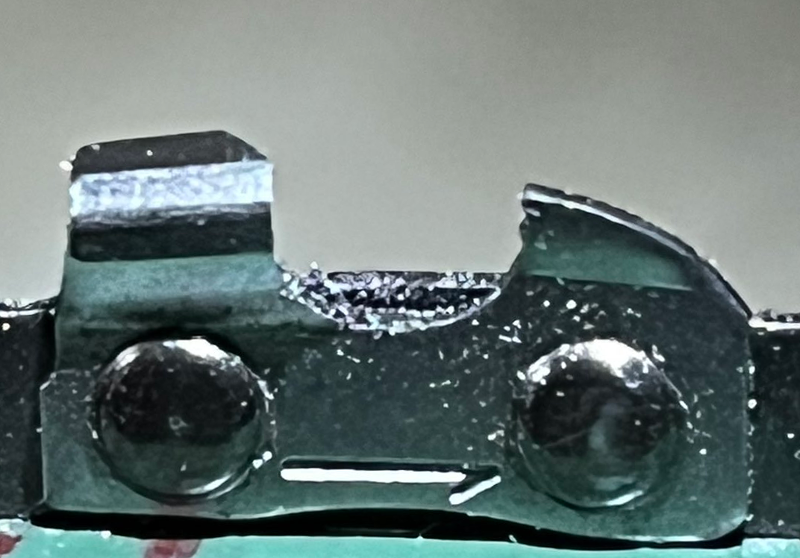
-
フルチゼル(角刃)の場合、丸やすりでの目立てでは、横刃をワーキングコーナーに近づけようとすると、上刃目立て角を小さくしたり、上刃切削角が 90° に近い鈍い角度になってしまい、切れ味が落ちてしまうというジレンマに陥ります。
63PS3 フルチゼルカッターを丸やすりで研いで仕上げた状態 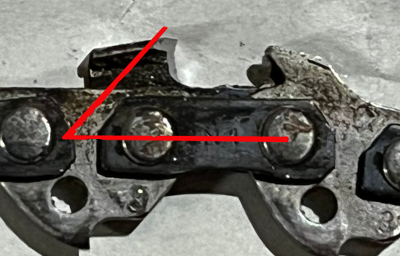
STIHL 63PS3 フルチゼルカッターを丸やすりで研いで仕上げた状態 2 
-
上刃切削角が 50°程度、横刃目立て角を 85°〜90°程度にする方法.. それが
スクエアグラウンドファイリング
です。上刃がすくい始めると同時に横刃で切り離しているため、切削抵抗が小さくなりスムースに切ることができ、暴れたり引っ張られたり押し返されたりという挙動が小さくなります。また、丸やすりでの目立てよりも、横刃切削角が鋭くなるのでこの点で有利です。
ただし、 スクエアグラウンドファイリング にも、やすりが高価、難しい、研ぐのにも慣れるのにも時間がかかる、どうしてもドライブリンクやタイストラップにやすりが干渉して削ってしまいダメージを与えてしまう、あたりの不利な点があります。
STIHL 33RS を スクエアグラウンドファイリング したカッター 
よく切れてソーチェンが熱くならない、チェンソーへの負荷が軽いこと
ここまでの過程がクリアできていればほぼ大丈夫です。力をいれなくても、軽く保持していればチェンソーが自分で切り込んでいってくれる状態になっていると思います。
目安としては、ソーチェンに汚れが付き始めたら刃が鈍って切れ味が落ちて熱を持ち始めている兆候ですので、そろそろ目立てしたほうが良いでしょう。チェンオイルの吐出量や、樹種、樹木の状態にもよりますが、よく切れているソーチェンには汚れがつかず、銀色 (メッキ、コーティングされている場合はその色) の金属面が見えています。切れなくなってきたソーチェンには徐々に茶色い汚れが付着しはじめて、目立てせずそのまま使用していると、最終的には付着した汚れが熱で焼けてどんどん黒くなってきてしまいます。
上刃の汚れはじめの状態。目立て時期のサイン


現場ではゆっくり目立てしている時間がとりにくいので、しっかり目立てした予備のソーチェンを携行し、土、石などに接触してしまった場合などは簡易的にさっと一周軽く目立てする程度にし、よくよくダメなら予備のソーチェンに交換して、大きくダメージを受けたソーチェンは時間のとれたときにじっくり目立てしなおすようにすると良いでしょう。
ちょくちょく目立てして、よく切れる状態が維持できていたなら、寿命末期までソーチェンにはほとんど汚れが付着していないはずです。




まとめると、ポイントは..
- すべてのカッターの 形、大きさ、角度、デプス量 を極力同じに揃える
- 上記の角度は、上刃切削角を 50° 前後 (硬い木の場合は 60-70°) に、横刃目立て角を 85-90°に揃える
- カッターを上から見て、ガレットと呼ばれるデプスゲージからカッター横刃の付け根にかけての部分が横に飛び出しておらず、必ずカッター横刃よりも内側にあること
現時点での私の理想のカッター形状
- フルチゼルビットカッター + スクエアグランドファイリング
-




実践 : 研いでみよう
まず、一番はじめに、ソーチェンを一周回して、もっとも小さい、あるいはもっともダメージを受けているカッターを探します。カッターを削って小さくすることはできますが、大きくはできないので、もっとも小さい、あるいはもっともダメージを受けているカッターを最初に研いで、他のカッターをその大きさに揃えるためです。もっとも小さいカッターをマスターカッターと呼び、それを基準にします。目印にマジックやチョークでマーキングしておくと良いでしょう。
小さいカッターは少ない最小限の回数のストロークで。研いだ面を目視して研げ具合を確認してください。 見えにくい場合はルーペを使ったりスマホのカメラで撮影して拡大して見てみると良いでしょう。 大きいカッターは小さいカッターに大きさが揃うまで削ってください。
ときどき、すべてのカッターを同じ回数ストロークするようにと解説されていることがありますが、最初のカッターがすべて同じ大きさに揃っているならまぁそれでも良いでしょうが、ある程度使ったソーチェンはそれではうまくいきません。
しばらく使っていて石にあてたりしてダメージを受けて大きく削り込んだカッターが出てきたりすると、どうしてもカッターごとの大きさが違ってきてしまいます。小さいカッターは必要最小限のストロークで、大きいカッターは小さいカッターに揃うまで削って、すべてのカッターのサイズ、形、角度をできるだけ揃えてください。
競技や製材など精度が必要な場合は各カッターのサイズをノギスで測って揃えたりしますが、普段使いでそこまでの精度が必要ない場合は目視で大体のサイズが揃っていれば大丈夫です。
逆に言うと、目視であきらかにカッターのサイズが違うのはダメです。もう一度最初からカッターの大きさ、形、角度を揃えてください。
Oregon 91F シャンファーチゼル フルカッターソーチェンを丸やすりを使ってフリーハンドで。
(ツイートでセミチゼルって書いてますが、調べたら 91シリーズの中でも 91F はシャンファーチゼルのようです.. すんません..)
(ツイートでセミチゼルって書いてますが、調べたら 91シリーズの中でも 91F はシャンファーチゼルのようです.. すんません..)
Oregon 91F 50E 目立てしてみた。コマ数少ない割にカッター多くて疲れました😰💦会社のOregonの91は時々研いでたんですが、自分のはここしばらくチゼルばっかりやったんで、久々のセミチゼルと丸やすりでした💦
— Shinichiro HIDA (@_shinichiro_) September 17, 2022
- 余談
- 上刃目立て角は、ガイドバーに対しての直角線を基準 0°にして、10°、20°、30°.. と数えるので、角度として一番鈍い 10°が数字的には鋭角になってしまうので、ちょっと変な感じがします。